






{kind=link}
この Web サイトでは、可能な限り最高のユーザー エクスペリエンスを提供するために Cookie を使用しています。 Cookie 情報はブラウザに保存され、お客様が当社の Web サイトに戻ったときにお客様を認識したり、当社のチームがお客様が Web サイトのどのセクションを最も興味深く有用であるかを理解するのに役立つなどの機能を実行します。
プライバシーの概要

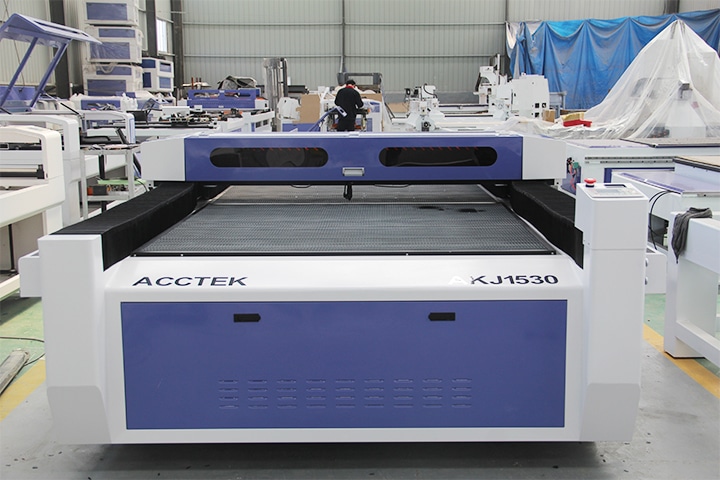
この機械には強力な CO2 レーザー管が装備されており、アクリル、木材、皮革、布地、ガラスなどのさまざまな素材に正確かつ効率的な切断と彫刻を行うことができます。高出力レーザーチューブにより、きれいで正確なカットと滑らかなエッジが保証されると同時に、詳細な彫刻も可能になるため、複雑なデザインや産業用途に適しています。

高精度 CO2 レーザー ヘッドが選択され、レーザー ビームが集束光学系およびノズルと正確に位置合わせされることを保証するレッド ドット位置決め機能が備えられています。正確なレーザービームは、一貫した均一な切断結果をもたらします。さらに、CO2 レーザー ヘッドには高さ制御機能が装備されており、一貫した焦点を確保し、材料の厚さの変化や表面の凹凸を補正します。

この機械には高度なモーション システムが装備されており、切断や彫刻中のレーザー ヘッドのスムーズかつ正確な動きを保証します。この正確なモーション制御により、きれいでシャープなカットが可能になると同時に、さまざまな素材への詳細で複雑な彫刻も可能になります。

この機械には、精度に優れた台湾 HIWIN ガイド レールが装備されています。 HIWIN は厳しい公差に従って製造されており、スムーズで安定した直線運動を保証します。このレベルの精度は、特に複雑なデザインや細かい部分を扱う場合に、正確で一貫したレーザー切断に役立ちます。さらに、HIWIN レールは摩擦を最小限に抑えるように設計されており、スムーズで静かな動きを実現します。

このマシンは、強力なパワーと信頼性の高いパフォーマンスを備えたステッピングモーターを採用しており、マシンの正常な動作を保証します。ステッピング モーターはコスト効率が高いだけでなく、可動部品を正確に制御し、高品質のレーザー切断と光学部品の安定した位置決めを保証し、信頼性の高い効率的な動作を実現します。

この機械には、より細く、より安定したレーザービームを生成できる高品質の光学系が装備されており、複雑なデザインやデリケートな素材でも正確な切断パスときれいなエッジを確保できます。さらに、高品質の光学系によりビームの発散と損失が低減され、エネルギー効率が向上します。





レーザー切断技術における長年の経験により、当社は専門知識を磨き、お客様独自のニーズに合わせた最先端のソリューションを提供しています。当社の熟練したエンジニアと技術者のチームは、お客様の特定の用途に最適なレーザー切断機を確実に提供するための深い知識を持っています。

AccTek Laser では、お客様と強固な関係を築いています。当社の専任サポート チームは、お客様のレーザー切断機が今後何年にもわたって最高の状態で稼働し続けるよう、迅速なサポートとアフター サービスを提供します。お客様の満足は当社の最優先事項であり、あらゆる段階でお客様をサポートします。

品質は当社の製造工程の要です。すべてのレーザー切断機は厳格にテストされ、厳格な品質管理基準に準拠しているため、お客様が受け取る製品は業界最高のベンチマークを満たしています。当社は品質にこだわり、常に安定した性能を発揮し、完璧な切断を実現する機械をお届けします。

当社は、今日の競争の激しい環境においてコスト効率が重要であることを理解しています。当社のレーザー切断機は、ダウンタイムを最小限に抑え、運用コストを削減しながら生産性と効率を最大化することで、投資に対して優れた価値を提供します。
Polystyrene Laser Cutting Machine に対するレビュー4件
メアリー –
レーザー加工機による優れた切断精度。当社の製品が最高水準を満たすことを保証する精密なツールです。
ヴァレンティーナ –
当社のレーザー切断機で操作を合理化しました。その効率性と精度によりワークフローが最適化され、時間とリソースが節約されました。
リン –
当社のレーザー切断機は画期的な製品です。多用途で効率的であり、一貫して期待を上回る高品質の結果をもたらします。
サミュエル –
レーザーカッターの性能と信頼性に感銘を受けました。これは当社の生産能力を高める貴重な資産です。